伯丰告诉您:加工尖锐内角的CNC指南
©伯丰 2025-07-02 赞
在机械加工领域,尖锐内角的加工一直是固有技术难题。即便有五轴加工等高端技术加持,仍需特殊解决方案。本文将解析这一难题,并探讨多种应对策略。
核心挑战
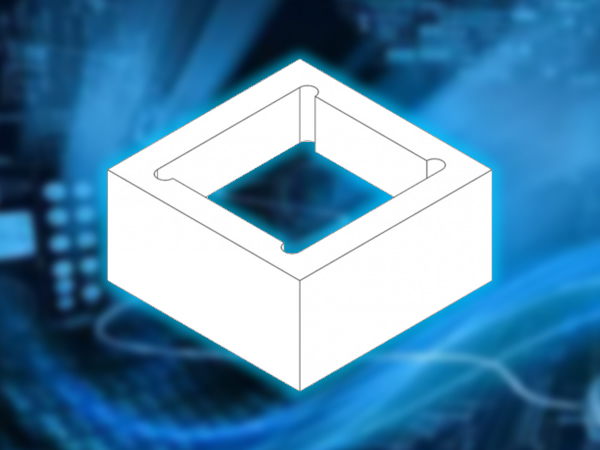
当圆柱形切削工具加工方形型腔等内部特征的尖锐内角时,难题随之产生。受刀具几何形状限制,无法精确切削直角,最小切削半径只能等于刀具半径形成的圆角,这是难以突破的物理局限。然而,在装配应用中,部分内部特征需保留锐角,以作为外部零件的装配基座或腔体,矛盾由此凸显。
解决方案
方案一:锐角改圆角
最直接的方法是避免尖锐内角。多数设计允许调整圆角半径,既能满足功能需求,又符合加工要求。此方案简单易行,相比其他技术,可节省时间、成本和精力。同时,考虑到立铣刀等刀具加工深型腔易出现颤振、断裂等问题,将锐角改为圆角能提升工艺稳定性。选择圆角半径时,需兼顾型腔深度与零件功能。
方案二:T 型骨与狗骨型切口
在锐角处增加切口也是有效方案。切口可去除角部多余材料,适用于需尖锐内角装配外部组件的场景,不影响装配且能减重。T 型骨切口单向切入内角,延伸长度至少为刀具直径一半;狗骨型切口向两个方向延伸,视觉效果更佳,但加工更复杂。
方案三:电火花加工(EDM)
EDM 利用脉冲放电电蚀作用去除材料。电火花成型加工使用定制电极作为 “负模”,可设计成锐角形状;线切割用细金属丝电极,能加工出小至 0.05mm 的 “准锐角”。不过,EDM 存在加工慢、工艺复杂、仅限导电材料、表面质量差等缺点。
方案四:手工精修
当机械方案均不可行时,可采用手工精修,借助錾子、锉刀等工具打磨抛光,虽耗时且精度有限,但能解燃眉之急。
机械加工尖锐内角问题虽难,但从设计到加工环节,众多创新方案赋予设计者更大自由度,助力难题攻克。